")
")




2.3 Aluminiumkugel und andere Flussmittel
2.4 Schweißbadsicherung Keramikringschweißen
2.7 Montageanzugsmomente Gewindebolzen
2.8 Festigkeit von Schweißbolzenverbindungen
Technische Informationen
2.1 Werkstoffe
Für alle gängigen Bolzentypen werden die Werkstoffe gemäß DIN EN ISO 13918 verwendet. Sondermaterialien sind denkbar und können von uns auf Verfügbarkeit und Schweißeignung geprüft werden. Gerne beraten wir Sie zu Ihrer Schweißaufgabe.
Bitte teilen Sie uns bei der Auftragsvergabe mit, ob Sie ein Werks- oder Abnahmeprüfzeugnis nach DIN EN10204 benötigen (2.2 / 3.1)
1. unlegierte Stähle 4.8 (ähnlich früher ST37)
Arnhold Schweißbolzen werden aus Stahl der Festigkeitsklasse 4.8 (DIN EN 898-1) mit hervorragenden Schweißeigenschaften gefertigt. Re ≥ 340 N/mm2 , Rm ≥ 420 N/mm2 , Dehnung A5 ≥ 15%,
2. korrosionsbeständige Stähle (A2-50)
Schweißbolzen aus legierten Stählen werden in der Regel aus dem Material A2-50 (DINENISO 3506-1) gefertigt. Rp0,2 ≥ 210 N/mm2 , Rm ≥ 500 N/mm2 , Dehnung AL ≥ 0,6d,
Des Weiteren kommen ebenso die Materialien A4,A5 1.4571, 1.4401,und 1.5415(16Mo3) zum Einsatz
2.2 Abmessungen
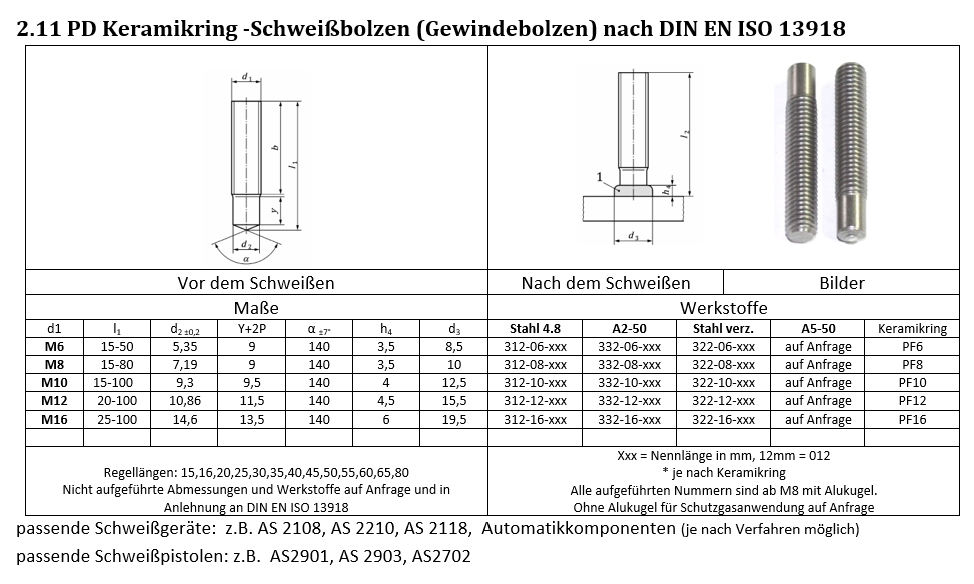
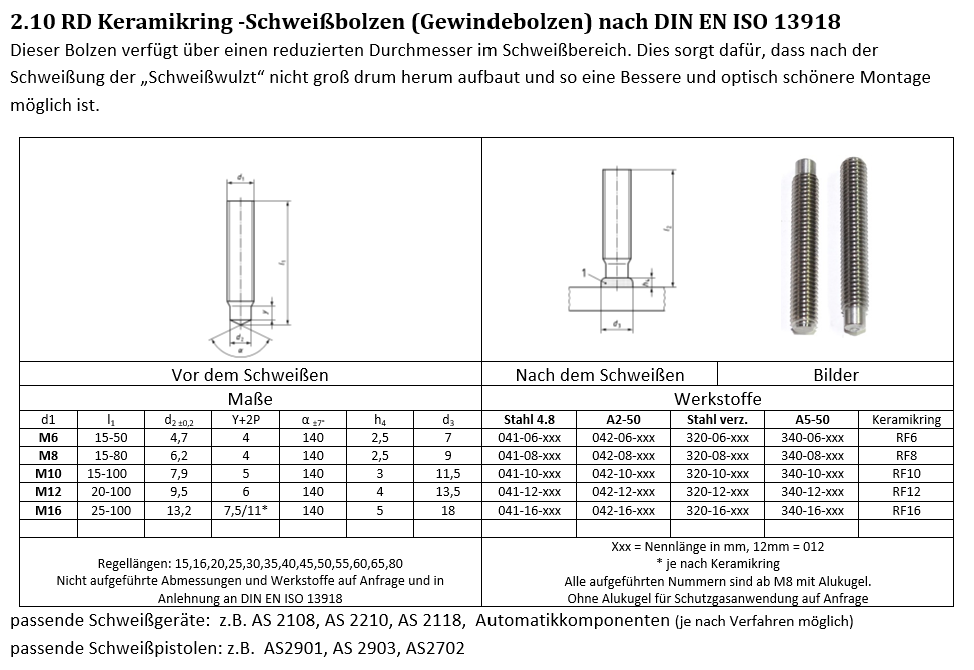
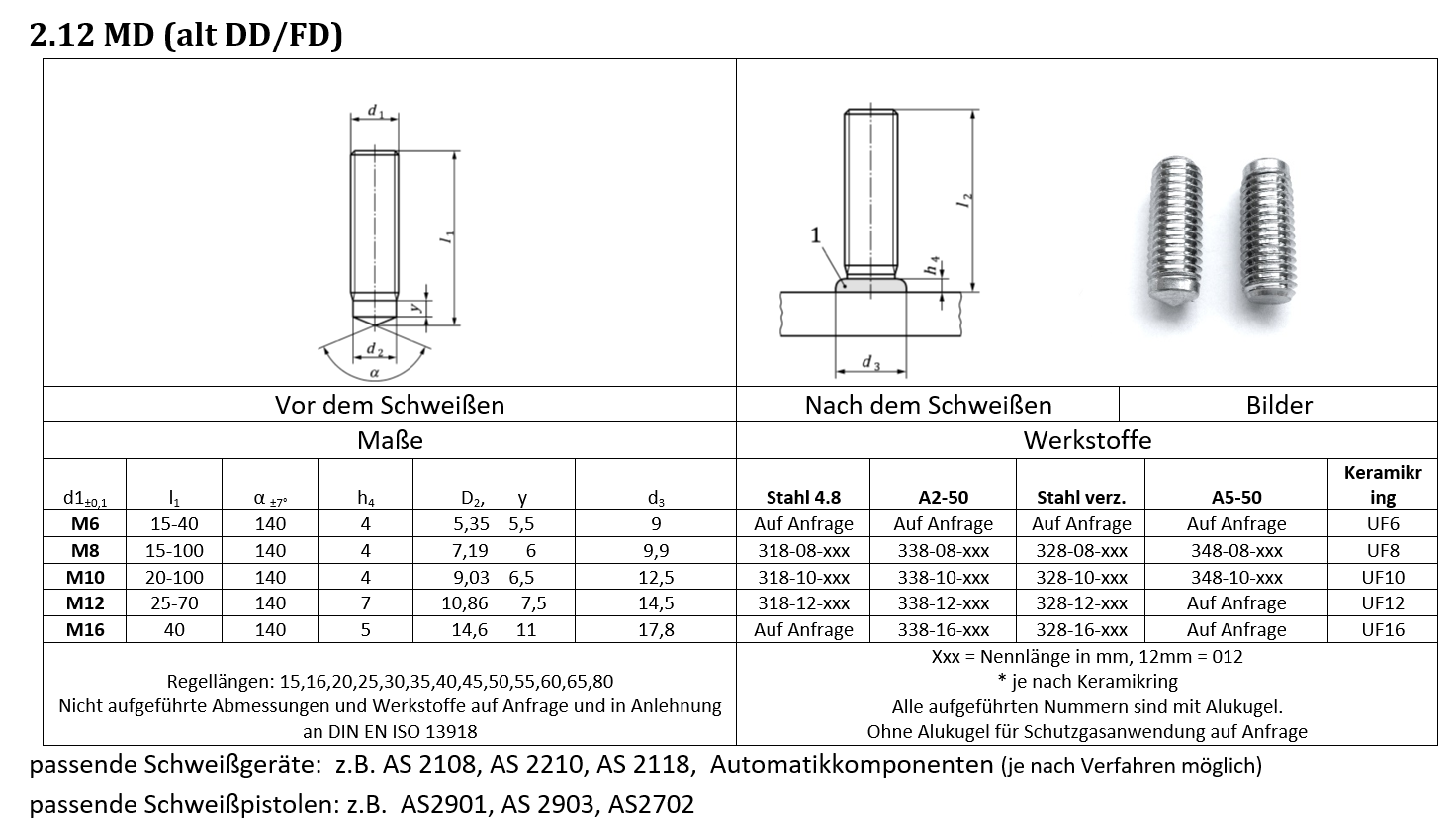
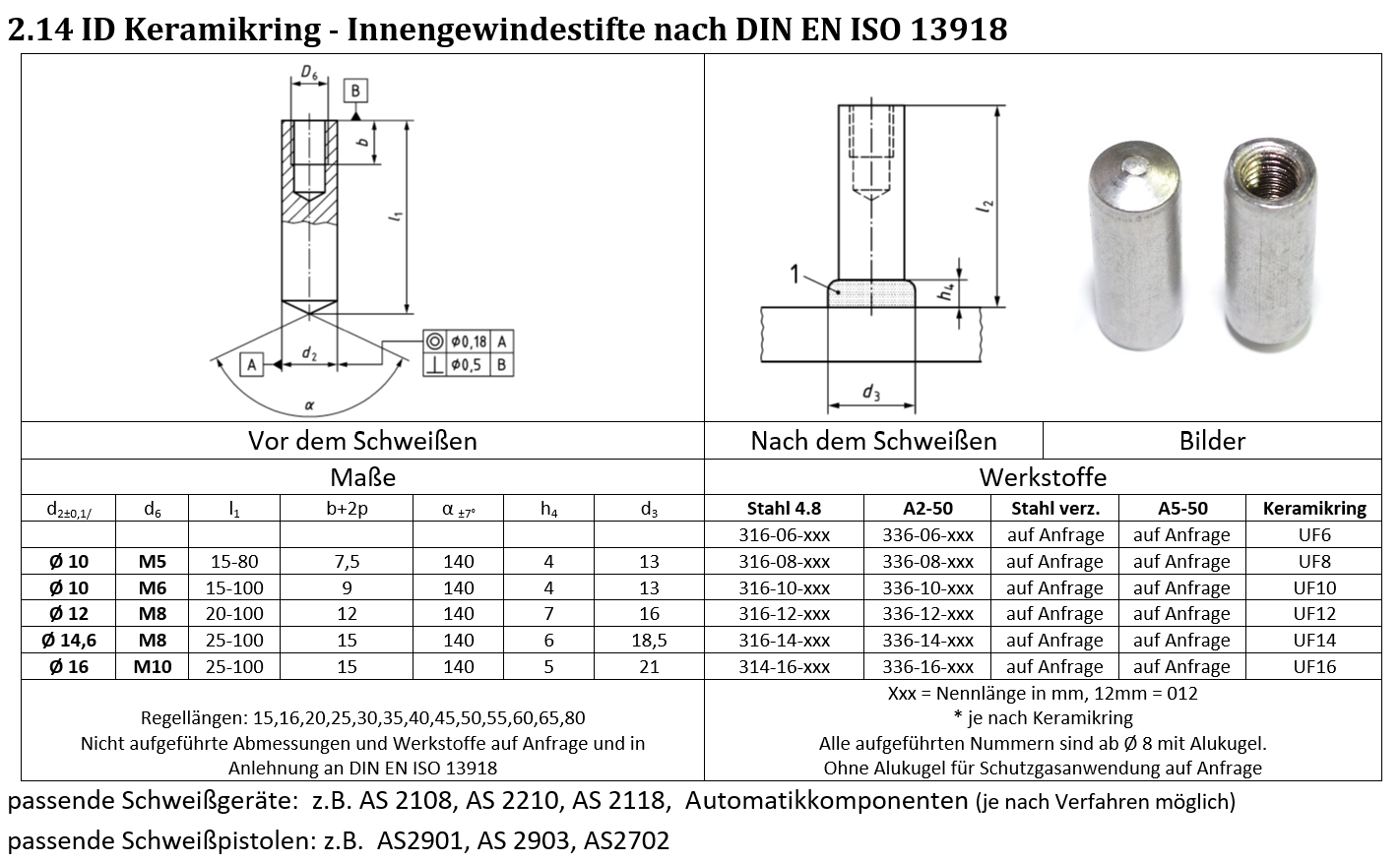
Bitte entnehmen Sie die Abmessungen aus den zugehörigen Tabellen zu Ihrem Bolzentyp. Genormte Bolzen werden nach DIN EN ISO 13918 gefertigt. Nicht enthaltene Abmessungen und Sonderformen in Anlehnung an diese Norm, um weiterhin beste Schweißergebnisse zu erreichen.
Hubzündungsbolzen schmelzen während der Schweißung unterschiedlich ab. Die angegebenen Artikellängen entsprechen jeweils der Bolzen-Nennlänge nach dem Schweißen.
Die Schweißzugabe von 1 - 5mm ist so bemessen, dass der Bolzen bei empfohlenen Parametern die Nennlänge erreicht.
2.3 Aluminiumkugel und andere Flussmittel
Schweißbolzen für das Keramikringverfahren sind ab einem Durchmesser 8-10 mit einer Aluminiumzugabe im Schweißbereich versehen. In der Regel wird dies durch eine eingepresste Aluminiumkugel erreicht.
Bolzen bis M10 können auch ohne Keramikring unter Schutzgas verschweißt werden. In diesem Fall sollten Schweißbolzen ohne Kugel verwendet werden um Fehlstellen zu vermeiden und die fließeigenschaften zu verbessern. Unter Schutzgas ist mit einer erhöhten Lichtbogenblaswirkung zu rechnen. Schweißungen in Zwangslagen sind schwieriger.
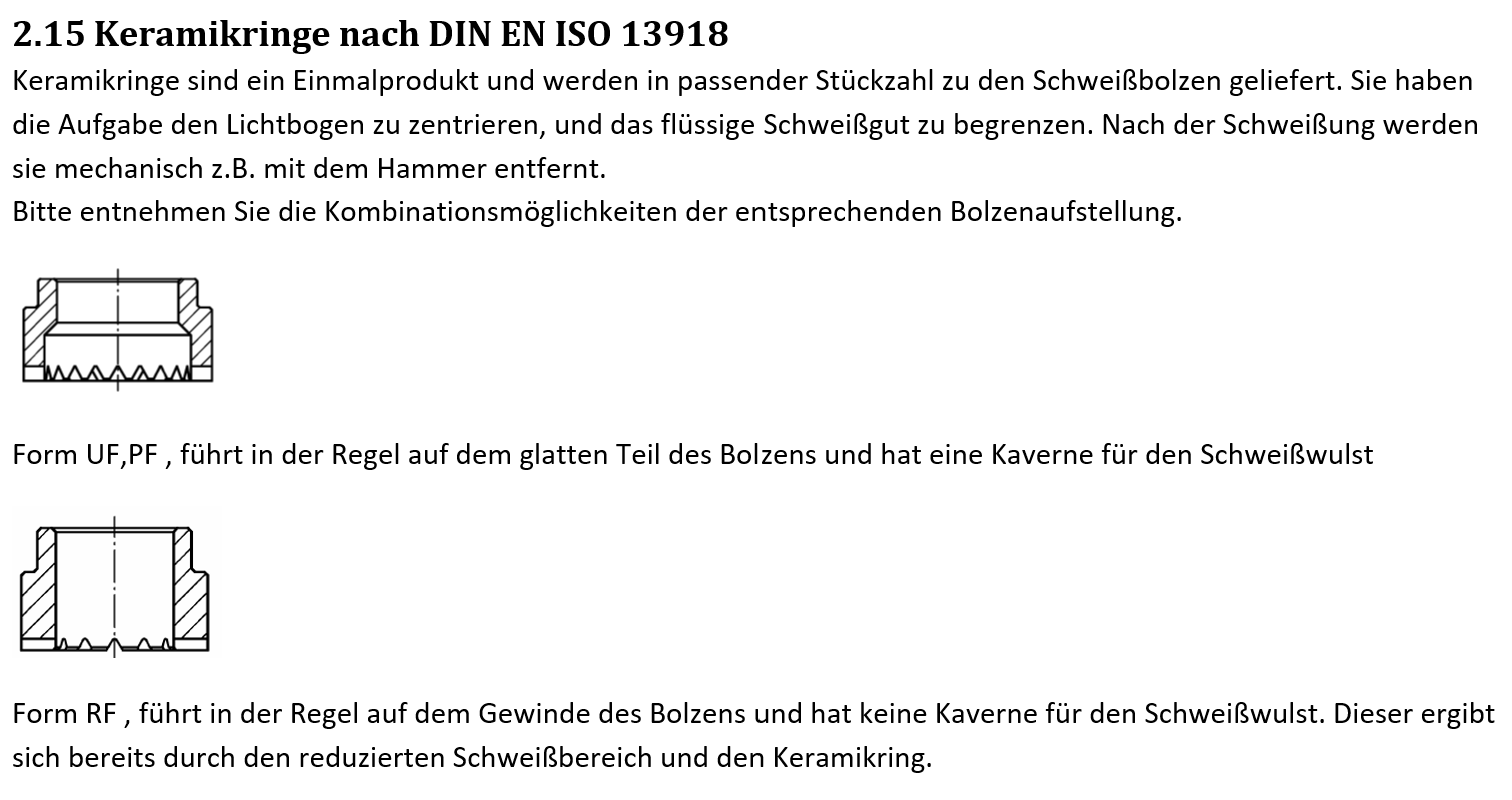
2.4 Schweißbadsicherung Keramikringschweißen
Zu jedem Keramikring Bolzen wird ein Keramikring geliefert, welcher als Schweißbadschutz dient. Dieser Keramikring wird in passender Anzahl mit den Bolzen geliefert und kann nur einmal verwendet werden. Er wird nach der Schweißung zerschlagen.
Keramikringe müssen trocken gelagert werden um beste Schweißergebnisse zu erhalten. Ein Rücktrocknen nasser Ringe ist in der Regel nicht wirtschaftlich und zielführend.
2.5 Oberflächen
Hubzündungs-Schweißbolzen werden in der Regel blank geliefert.
Auf Wunsch in den Oberflächen:
1. glavanisch verzinkt
2. glavanisch verzinkt, gelb chromatiert (nicht RoHS konform)
3. glavanisch verzinkt, blau passiviert (RoHS konform)
4. zinklamellenbeschichtet
5. galvanisch unterkupfert und vernickelt
6. galvanisch verkupfert
Die Oberflächen 1-4 werden nach der Beschichtung im Schweißbereich zur Verbesserung der Schweißbarkeit mechanisch entfernt.
2.6 Gewinde
Die Gewinde sind in der Regel kalt geformt und entsprechen der Toleranzlage 6g ohne Oberfläche und 6h mit Oberfläche.
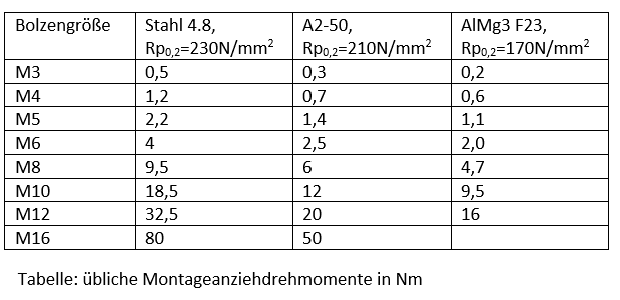
2.7 Montageanzugsmomente Gewindebolzen
Anhaltspunkt für die Mindestzugkraft und das Mindestdrehmoment einer Schweißverbindung ohne
bleibende Verformung der Fügeteile gibt es folgende Tabelle. Voraussetzung ist, eine ausreichende
Wandstärke. Die Werte gelten für Gewindebolzen mit Regelgewinde ohne
Oberflächenschutz und ohne Gewindeschmierung. Über die gesamte Bolzenlänge muss mindestens
der Spannungsquerschnitt vorhanden sein (keine RD Bolzen) . Die Werte gelten bei den angegebenen Dehngrenzen.
Die angegebenen Werte stellen eine Empfehlung unter den angegebenen Bedingungen dar und sind auf den tatsächlichen Anwendungsfall anzupassen.
2.8 Festigkeiten von Schweißbolzenverbindungen
Generell geht man bei einer fachgerechten Schweißung davon aus, dass die Verbindung nicht in der Schweißung versagt. Dem zufolge tritt die Verformung, oder der Bruch im Bolzen oder Grundmaterial auf. Abweichungen hierzu sind Schweißbolzen mit reduziertem Schweißbereich (Z.B. Miniflanschbolzen), oder ungeeignete Werkstoffpaarungen, wie Schwarz-Weiß-Verbindungen differenziert zu betrachten. Im Zweifel ist die Qualität dieser Verbindungen durch eine Verfahrensprüfung nachzuweisen.
Hieraus schließt sich eine Belastungsgrenze in der Berechnung, welche sich aus dem Grundwerkstoff oder dem Bolzenwerkstoff mit den eingeleiteten Kräften ergibt. Maßgebend für Festigkeitsberechnungen ist hier die Kraft Spannung im Spannungsquerschnitt und die zugehörigen Werkstoffkennwerte mit einem Sicherheitsfaktor.